Type |
Name |
Avantages |
Standard modules* |
Tool |
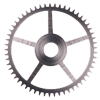
Machined part |
Standard dimensions |
| Tooth by tooth gear cutter |
Z² | Easy to set up Perfect shape |
m 0.03 - 1.00 |  |
||
| Hobs for epicyclic & involute teeth |
Origin | Fast cutting Clean cutting |
m 0.015 - 1.000 |  |
 |
|
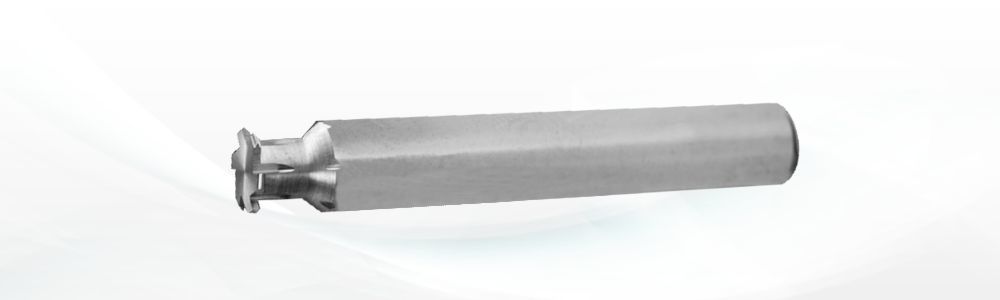
| Gear cutting hob on a shank |
Origin | hob with a min. Ø of 3 mm Shank Ø of 6 mm |
m 0.015 - 0.800 | 
|
 |
|
Custom hob series |
Origin | Perfect profiles Any shapes |

|
 |
||
| Two-way hob cutter | Origin Duplex | m 0.015 à 1.000 | 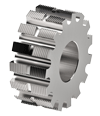 |
 |
||
| Two-way hob cutter on a shank |
Origin Duplex | m 0.015 à 0.800 |  |
|
||
| Hobs for asymmetrical gears |
Revolution | Fast cutting Positionning drawing |
by profile |  |
 |
|
| Hobs for frontal gear cutting |
E2F | Short cycles Burrs avoided |
m 0.05 - 0.50 |  |
 |
|
| Hobs for conical gears | Trinity | Positionning drawing All kinds of profiles possible |
m 0.05 - 0.30 |  |
 |
|
| Hob cutter for involute gears ISO53 / DIN867 DIN quality AAAA |
8100 | m 0.05 - 1.00 |  |
 |
||
| Power skiving cutter for internal gear teeth |
8700 | m 0.05 - 1.00 |  |
 |
*Depends on the gearing norm / Other modules upon request
Gear cutting is a very high precision operation. It can be performed in multiple ways. The best
one is the most efficient in terms of time and cost, depending on :
For many years, Louis Bélet manufactures all kinds of gear cutting hobs. All have been tested and
approved by our reference customers to their whole satisfation.
Tooth by tooth gear cutting is a simple process, fast and economical for prototyping and small scale productions. This process allows cutting of all types of toothing, including deep teeth and asymmetrical profiles. Louis Bélet produces tooth by tooth gear cutters as circular mills or T-slot end mills, the dimensions beeing customized according to customer’s needs. A perfect profile is guaranteed on the tool.

The « Origin » hobs are characterized by the high precision of the profi le as well as the geometry of the whole tool. The bore tolerance (H3), the perpendicularity and the parallelism of the sides of the mill are essential features.
Louis Bélet goes further than just producing high quality tools. Listening carefully to the needs of our customers, we help them solving the troubles they may have in gear cutting. « Origin » hobs diff erentiate themselves especially in very small modules.
► Standard dimensions : Hobs for epicyclic and Involute teeth (.PDF)

Producing screwdriver’s bit for demanding industries like medical or dental requires machining process and time.
Thanks to custom shape hobs from Louis Bélet, you will win both on the production time and and in the number of parts produced, allowing you to freeing up machines for other operations. As well, surface finish of a hob process is very good and meets the criteria and expectations of our customers.
Louis Bélet know how in the industry’s hob production helped us to design this product, allowing our customer to really produce any shape for its instruments or screw driver’s bit.
These hob products are ground on our profiling machines designed and assembled internally by our teams. They enable us to produce perfect profiles while maintaining flexibility in terms of the size of the tool or the profile to be produced.
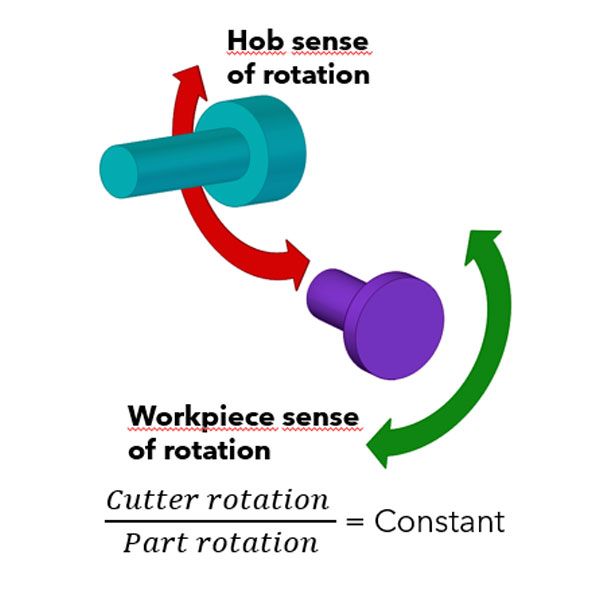
Hob machining requires a synchronization of the spindles. Hob and workpiece generally have a 90° angle between each other. A difference which equals to the helix angle might however need to be added.
Our hobs can be produced as a standard “ring” type or on a shank which minimize the risk of runout on the cutter subassembly and therefore, the complete process of setup time.
A simple runout control on the control hub of the hob and on the shank and it’s done!

Some time ago, only dedicated machines could produce gears with hobs.
As previously mentioned, two synchronized axis are needed to make this hob process. Thanks to technology advances in machines and democratization of the process, many types of machines have this ability. Of course, dedicated hobbing machines can be used.
Most of the milling centers have multi-spindles that are synchronized and can thereforealso make this hob process.
Finally, deco-hobbing is also possible on swiss machines either thanks to their multiple tiltable holder or thanks to a dedicated additional tool holder.

Most of the shapes in the medical applications are either hexalobe and polygon shapes.
These 2 shapes are easily doable with our hobs, thanks to the flexibility of our grinding machines.
Thus, these are not the only screwdriver bits or instruments we can produce!
Challenge us with your shape, should they be irregular, deep or with parallel flanges!
The main point to consider while defining the shape, is the output radius of the hob that is along the shank, other than that, we are open for challenges!

Our hob machining were originally used in the watch industry. Thanks to the flexibility of our grinding machine, we quickly opened new doors in terms of markets delivered.
First for medical, we also deliver 3C markets mainly for laptop components as well as gearboxes for robots and cobots. Thanks to our full range of cutting tools, we also can propose skiving tools and thus, deliver the full solution to produce, for instance, planetary gearbox.
All we must consider, is that our know-how goes up to a module of 1or diametral pitch of 25.4 and higher.

Hobbing with two hob cutters is known to produce burr-free hobbing. It is a functional process, but requires a sometimes tedious start-up. It is necessary to make an adjustment for each hob, and the stacking of the arbor, tools and spacers results in a bad roundness and warping.
Louis Bélet SA has found a simple solution that can be used by everyone to solve these problems: ORIGIN DUPLEX hobs.
Made of one-piece solid carbide, these cutters have two cutting areas, one on the right and one on the left. The two profiles are spaced a multiple of the pitch.
This simplifies the setting. In addition, roundness and axial warpage are greatly reduced.



Our « Revolution » hobs allows the cutting of gears which have a special profile : non symmetrical, too deep or simply not feasible using a classical gear cutting hob. The hob is delivered with the positionning drawing.

Frontal gear cutting creates sometimes a burr problem. The « E2F » hobs from Bélet decreases drastically these burrs by integrating roughing and finishing teeth, while guaranteeing a perfect final shape of the desired profile.
► Standard dimensions : Hobs for frontal gear cutting (.PDF)
► Download flyer : Hobs for asymmetric grinding - face milling cutters - punch tools (.PDF)

Cutting conical pinions or gears is also a specialty from Louis Bélet. Our Trinity tool allows cutting of all kinds of conical gears, whatever the tooth shape and the module are. These hobs can be used on any gear cutting machine.
LOUIS BELET S.A
Les Gasses 11
2943 Vendlincourt
SWITZERLAND
TEL.: +41 (0)32 474 04 10
FAX: +41 (0)32 474 45 42
www.louisbelet.ch
info@louisbelet.ch
