Vibrations, état de surface non satisfaisant, bavures ou même casses d’outils sont autant de défis à relever et de solutions à chercher afin d’obtenir des résultats satisfaisants lors de micro-usinage profond, jusqu’à cinq fois le diamètre de l’outil.
Il y a quelque temps, le monde médical nous a défié afin de réaliser des outils permettant d’obtenir une pièces irréprochable, tout en ayant une durée de vie supérieure à la concurrence pour la réalisation d’empreintes hexalobulaires.
Notre département a analyse les faiblesses des outils à disposition sur le marché et en a modifié les spécifications afin d’atteindre les buts fixés.
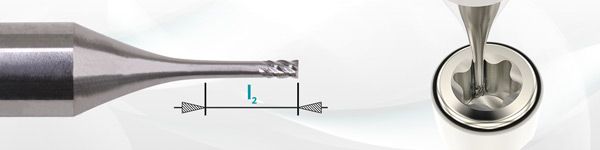
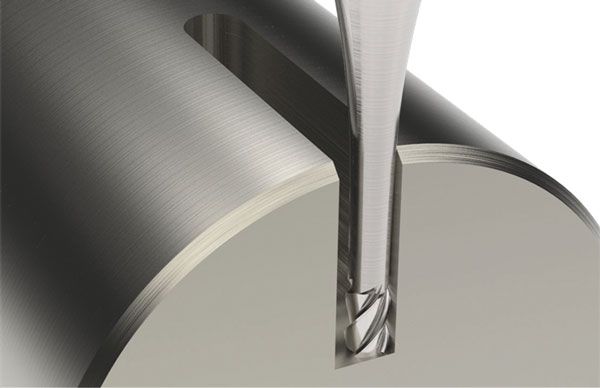
Les séries 1430 et 1450 sont des outils permettant de fraiser dans le plein et avec une profondeur importante.
Comme mentionné, cette série d’outils a été développé pour réaliser des empreintes Torx® dans de matériaux comme l’inox, le titane et le Chrome-Cobalt, mais a rapidement été adopté par d’autres industries usinant d’autres matériaux comme l’or ou encore le nickel pur!

Comme indiqué, les vibrations sont sources de problèmes qui peuvent impliquer des résultats médiocres voire la casse de l’outil.
Les outils de la concurrence proposent des dégagements avec un angle brusque et par conséquent, une amorce de rupture…
Pour palier ce problème, l’équipe R&D de Louis Bélet s’est penché sur ce problème et a développé un géométrie ayant une succession de rayons permettant une absorbtion optimale de ces vibrations indésirables.
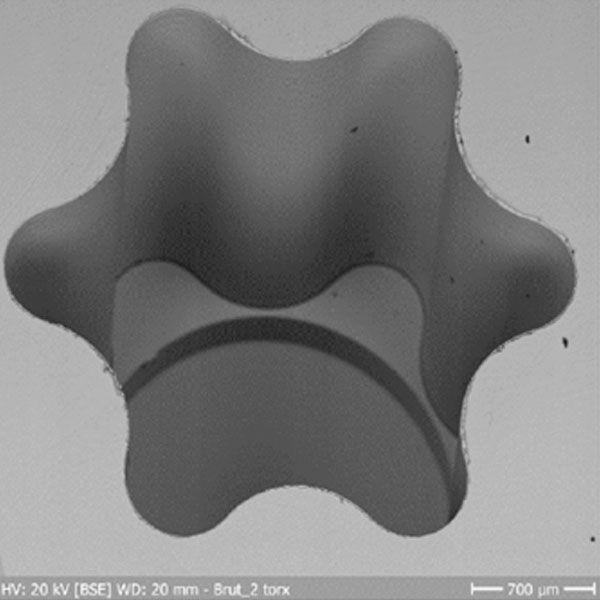
Ci-dessus, une image prise par un microscope électronique à balayage montrant la qualité de coupe de l’outil.
Les paramètres de coupe pour ce type d’outil varie avec les différentes matières usinées. En voici quelques unes:
| Vc[m/min] | N[tr/min] | Fz[mm] | |
| Inox | 50 | 32’000 | 0.003 |
| Titane | 50 | 32’000 | 0.003 |
| CrCo | 100 | 64’000 | 0.003 |
Pour les autres matières merci de consulter notre brochure ou nous contacter.
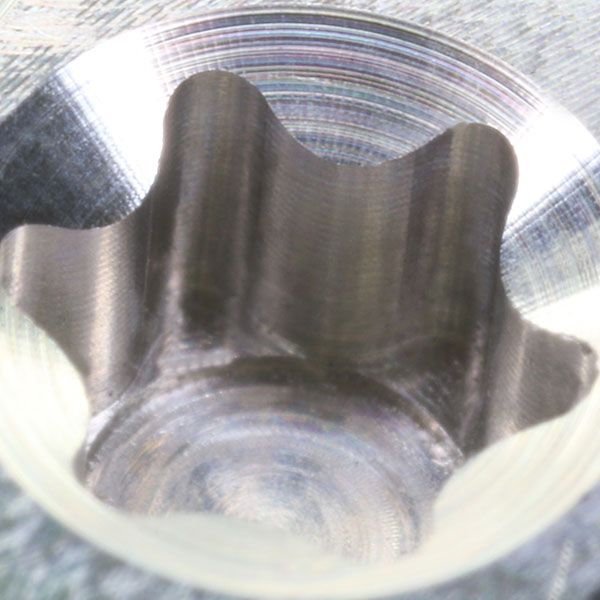
Dans l’exemple de réalisation d’empreintes hexalobulaires, un principe d’usinage est le suivant:
1. Perçage à l’aide d’un foret étagé dédié avec cône pour chanfrein
2. Ébauche de la forme à l’aide de nos outils 1430/1450
3. Finition de la forme à l’aide de nos outils 1430/1450
Cette manière d’usiner vous offre des états de surfaces optimaux et une rapidité d’exécution vous permettant de contenter vos clients et votre retour sur investissements.
Les caractéristiques de cet outil 1430-1450 peuvent être personnalisées selon vos besoins. Initialement imaginés pour le domaine médical, ces outils se sont rapidement imposés comme la référence pour les micro-fraisages profonds.
De diamètres compris entre 0.20 et 1.00 mm en standard, la longueur de coupe ou de dégagement, les diamètres intermédiaires, les rayons ou les chanfreins en bout ou les revêtements spécifiques pour diverses matières sont autant de variantes que nous pouvons décliner pour ces outils. Mettez-nous au défi!
LOUIS BELET S.A
Les Gasses 11
2943 Vendlincourt
SWITZERLAND
TEL.: +41 (0)32 474 04 10
FAX: +41 (0)32 474 45 42
www.louisbelet.ch
info@louisbelet.ch


